



機械加工過程中經(jīng)常會遇到一些難以用規(guī)范刀具進行加工的狀況,,因此,,非標刀具的制造對機械切削加工十分重要。因為金屬切削使用非標刀具多見于銑加工,,故對銑加工中的制造稍作介紹,。因為規(guī)范刀具的制造針對的是面廣量大的普通金屬件或非金屬件的切削,當遇到工件進行過熱處理而硬度增大,,或工件為不銹鋼等十分容易粘刀,,也有一些工件的外表幾許形狀十分復(fù)雜,,或被加工外表有較高的粗糙度要求等狀況時,規(guī)范刀具就無法滿足加工的需求,。所以在加工過程中,,需對刀具的材質(zhì)、刀口的幾許形狀,,幾許角度等,,進行針對性的規(guī)劃,可分為不需求專門訂制和需求專門訂制兩大類,。不需求專門訂制的刀具主要是處理兩個問題,,如尺度問題和外表粗糙度問題。如果是尺度問題,,能夠挑選一把尺度與所需的尺度相近的規(guī)范刀具,,經(jīng)過改磨就能夠處理,但也需注意兩點:1)尺度相差不能太大,,一般不要超越2mm,,因為尺度相差太大的話,會引起刀具的槽形發(fā)生變化,,直接影響容屑空間和幾許角度,。2)如果是帶有刃孔的立銑刀的話能夠在普通機床上改磨,本錢較低,,如果是不帶刃孔的鍵槽銑刀就不能在普通機床上進行,,需求在專門的五軸聯(lián)動機床上改磨,其本錢也就會較高,。上海每卓實業(yè)有限公司專業(yè)提供非標刀具,。南京非標鉆锪刀非標刀具供應(yīng)商

機械加工中所需要的各類刀具都有相關(guān)的型號、規(guī)格,,確定了刀具的安裝方式,、幾何尺寸、刀具角度等,。但在生產(chǎn)有些特殊零件時,,機械加工過程中經(jīng)常會遇到一些難以用標準刀具進行加工的情況,通用的刀具不能滿足產(chǎn)品的需要,。需定做安裝方式,、幾何尺寸、刀具角度等不同于通用刀具的即為非標刀具,,非標刀具是根據(jù)零件的加工特性,,特別設(shè)計制造的刀具,能提高生產(chǎn)效率,綜合降低成本,。2因此,,非標刀具的制作對機械切削加工十分重要。由于標準刀具的制作針對的是面廣量大的普通金屬件或非金屬件的切削,,當遇到一些工件的表面幾何形狀復(fù)雜特殊,、工件進行過熱處理而硬度增大、工件為不銹鋼等容易粘刀,、被加工表面有較高的粗糙度要求等情況時,標準刀具就無法滿足加工的需要,。所以在加工過程中,,需對刀具的材質(zhì)、刀口的幾何形狀,,幾何角度等,,進行針對性的設(shè)計。3非標刀具可分為不需要專門訂制和需要專門訂制兩大類,。不需要專門訂制的刀具主要是解決兩個問題,,如尺寸問題和表面粗糙度問題。如果是表面粗糙度問題,,可以通過對刃部的幾何角度的改變來實現(xiàn),,如加大前、后角的度數(shù)會明顯改善工件表面粗糙度,。但如果使用方的機床剛性不夠的話,,可能刃口倒鈍反而能提高表面粗糙度。徐州定做非標刀具非標刀具在切削過程中會由于各種因素而磨損,,縮短使用壽命,。
使用高速鋼鉆頭時,如果對切削刃部(頂角,,橫刃,,前角,后角等)不作任何刃磨就使用,,或者無目的,、無要求的妄磨,這是不合理的使用,。要物盡其用,,必須按被加工材料的不同性質(zhì),對鉆頭進行不同的刃磨,,這樣才能使鉆頭真正發(fā)揮應(yīng)有的效能,。鉆頭刃磨前必須了解鉆頭的結(jié)構(gòu)和被加工材料的特性以及兩者之間的矛盾,了解在鉆孔中所產(chǎn)生的問題,這樣才能有針對性地進行刃磨,,解決問題,。一、加工不同材料時所產(chǎn)生的問題和解決方法1.鑄鐵一硬度低(一般為175-250HB),,強度低,,脆性大,塑性變形小,,導(dǎo)熱率較低,,組織較松,切屑成粉碎狀,,鉆頭的磨損幾乎全在后面上,,外圓轉(zhuǎn)角處磨損大,阻礙了刀具壽命和生產(chǎn)效率的提高,。對于以上問題可采取下列辦法:a.鉆頭采用雙重頂角外緣轉(zhuǎn)角處易磨損,,那么就干脆先磨去而形成雙頂角,這樣可將鉆頭壽命提高1~2倍,。b.適當加大后角,。外刃后角采用13°~16°以減少摩擦,提高鉆頭壽命,。c.鉆削時要加大進給量,,并適當降低切削速度,而不宜采用高轉(zhuǎn)速小進給量,。d.如果采用冷卻液,,切不可斷續(xù)使用,同時流量要適當,,否則,,量少和斷續(xù)將造成孔的局部硬化,而且粉末狀切屑研磨刃口也會加快鉆頭磨損
關(guān)于刀具修磨1.刀具材料刀具修磨中常用的刀具材料有:高速鋼,、粉末冶金高速鋼,、硬質(zhì)合金和PCD、CBN,、金屬陶瓷等超硬材料,。高速鋼刀具鋒利,韌性好,,而硬質(zhì)合金刀具硬度高,,韌性差。這兩種材料是鉆頭,、鉸刀,、銑刀和絲錐的主要材料。粉末冶金高速鋼的性能介于上述兩種材料之間,主要用于制造粗銑刀和絲錐,。普通硬質(zhì)合金立銑刀由于高速鋼刀具的精度大多比較低,,修磨要求不高,價格也不高,,所以,,很多廠家定建立自己的工具車間來研磨它們;然而,硬質(zhì)合金刀具往往需要送到專業(yè)的修磨中心進行修磨,。據(jù)國內(nèi)一些刀具修磨中心統(tǒng)計,,送修刀具80%以上為硬質(zhì)合金刀具。2.工具磨床現(xiàn)有工具材料的硬度在60HRC以上,,一般只能通過修磨來改變其形狀,。工具制造和修磨中常用的工具磨床包括以下幾種:槽磨床:修磨鉆頭和立銑刀等工具的槽或背面。頂角磨床:修磨鉆頭的錐形頂角(或偏心后角),。鑿邊修邊機:矯正鉆頭的鑿邊。手動工具磨床:修磨外圓,、槽,、背、頂角,、橫刃,、平面、前刀面等,,常用于少量復(fù)雜形狀的刀具,。小刀磨床數(shù)控磨床:一般五軸聯(lián)動,功能由軟件決定,。一般用于量大,、精度高、但不復(fù)雜的磨具,,如鉆頭,、立銑刀、鉸刀等3.砂輪磨粒不同材質(zhì)的工具需要使用不同材質(zhì)的砂輪磨粒,。機械加工中所需要的各類非標刀具都有相關(guān)的型號,、規(guī)格,確定了刀具的安裝方式、幾何尺寸,、刀具角度等,。
為什么要強調(diào)分離的非標生產(chǎn)制造部?因為多數(shù)非標刀具生產(chǎn)廠家還生產(chǎn)標準刀具,,混線生產(chǎn)的好處是很大程度的提高設(shè)備使用率,,忙時生產(chǎn)標準刀具,閑時加工非標刀具,生產(chǎn)安排妥協(xié)的后果就是非標刀具的交付時間較延長,。因此,,只有分離的非標生產(chǎn)制造部才能實現(xiàn)非標刀具超快捷。非標刀具只是相對市場上的標準刀具而言,,對于刀具供應(yīng)商來說,,只有實現(xiàn)非標刀具的標準化生產(chǎn)流程,才能充分保證非標刀具質(zhì)量的持續(xù)性和穩(wěn)定性,。畢竟,,在刀具用戶的眼中,刀具質(zhì)量和穩(wěn)定性和交貨期同樣重要,。汽車零部件非標刀具HUB面銑刀,。福建非標燕尾槽銑刀非標刀具
非標刀具使用時無需調(diào)整,操作簡單,,加工安全,;可實現(xiàn)粗鉆,擴和孔加工一體,。南京非標鉆锪刀非標刀具供應(yīng)商
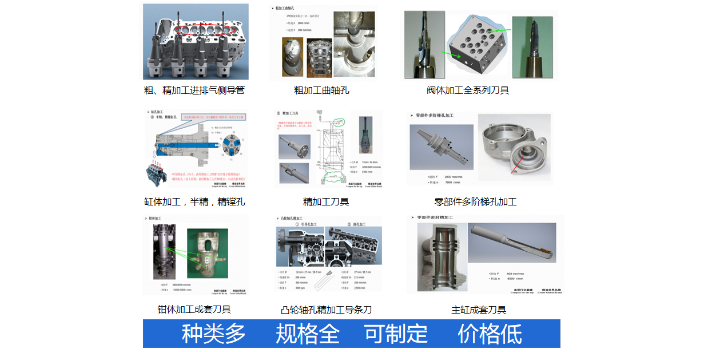
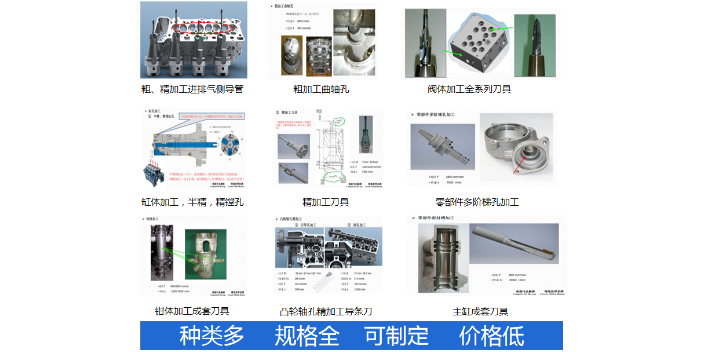
非標刀具運用非常,,種類也非標之多,在這里咱們簡略舉例部分:1.非標刀片類:非標PCD刀片,、非標CBN刀片,、非標螺紋刀片、非標槽刀片,、非標車刀片,、非標銑刀片;2.整體硬質(zhì)合金類:非標熱熔鉆,、非標鉆頭,、非標臺階鉆、非標鉸刀,、非標銑刀,、非標成型刀、非標階梯鉸刀,、小零件刀具,;3.舍棄式刀桿刀盤:非標倒角鉆、非標**鉆,、非標臺階鉆,、非標成型刀、非標成型刀,、非標鏜刀,、各種非標銑刀盤,、各種非標銑刀桿等等4.焊接類:鉸刀、成型刀,、鉆頭,、螺紋刀具等等非標刀具種類比較多,首先根據(jù)自己行業(yè)以及加工的產(chǎn)品來判斷是否需求非標刀具,,首先從加工資料上來剖析:鈦合金,、鎂合金、銅合金,、高溫資料,,不銹鋼等難加工資料,部分標準刀具底子無法達到加工要求,,所以經(jīng)常需求非標刀具定做,,從產(chǎn)品結(jié)構(gòu)剖析:過小的零部件部分需求定做、多臺階的并需求高功率加工需求定做,、部分鏜孔需求定做,、部分螺紋需求定做、部分孔由于要求需求定制相關(guān)刀具,、薄壁管件連接需求訂制特殊規(guī)格的熱熔鉆頭,、各種異形零件等等都需求。上海每卓實業(yè)有限公司,,致力于精細刀具訂制;公司事務(wù),,一起經(jīng)營液壓夾具,、非標刀具、齒輪刀具等多事務(wù),;并在業(yè)內(nèi)受擁好評,!南京非標鉆锪刀非標刀具供應(yīng)商