



放熱焊接是一種簡(jiǎn)單,、高效率,、高質(zhì)量的金屬連接工藝,。主要用于鐵路、高速公路發(fā)電廠,、變電站,、開(kāi)關(guān)站、高壓輸電線路,、電氣化鐵路,、電信、移動(dòng)通信基站,、微波中繼站、地面衛(wèi)星接受站,、雷達(dá)站等重點(diǎn)工程以及貴重精密儀器,、計(jì)算機(jī)機(jī)房設(shè)備、郵電程控設(shè)備,、廣播電視設(shè)備,、電子醫(yī)療設(shè)備等工作接地和保護(hù)接地;石油輸送管道及油氣罐,,易燃易爆物質(zhì)倉(cāng)庫(kù)防雷接地,。一、工藝原理(1)放熱焊接是通過(guò)鋁與氧化銅的化學(xué)反應(yīng)(放熱反應(yīng))產(chǎn)生液態(tài)高溫銅液和氧化鋁的殘?jiān)?,并利用放熱反?yīng)所產(chǎn)生的高溫來(lái)實(shí)現(xiàn)高性能電氣熔接的現(xiàn)代焊接工藝,。放熱焊接適用于銅、銅和鐵及鐵合金等同種或異種材料間的電氣連接,,它無(wú)需任何外加的能源或動(dòng)力,。(2)反應(yīng)式:3Cu2O+2Al┄┄>6Cu+Al2O3+熱量(溫度可達(dá)2537℃以上)(3)工藝流程被焊接物敷設(shè)----選擇模具----焊接準(zhǔn)備----焊接物就位----放置鋼盤(pán)----加入反應(yīng)粉末----點(diǎn)火器點(diǎn)火----焊接----清潔模具放熱焊接可以實(shí)現(xiàn)金屬件的密封和連接,確保其具有較高的強(qiáng)度和穩(wěn)定性,。江西鐵路放熱焊接劑
在電氣施工中經(jīng)常會(huì)遇到電氣連接,,電氣連接的好壞將直接影響整個(gè)電力系統(tǒng)的運(yùn)行和設(shè)備、人身的安全,。放熱焊接是我國(guó)近幾年引入的一項(xiàng)新的電氣連接技術(shù),,與壓接和螺栓連接等機(jī)械連接不同的是,它以化學(xué)反應(yīng)的方式使連接起和被連接體之間形成分子間連接。放熱焊接應(yīng)用于鐵路領(lǐng)域的電氣施工,,后來(lái)逐步應(yīng)用到接地系統(tǒng),、防雷系統(tǒng)和輸電線路、電纜的連接,。在咸陽(yáng)60萬(wàn)噸/年甲醇項(xiàng)目放熱焊接廣泛應(yīng)用于接地系統(tǒng)和防雷系統(tǒng),。實(shí)際應(yīng)用表明,放熱焊接技術(shù)具有操作簡(jiǎn)便,、成功率高,、焊接接頭質(zhì)量穩(wěn)定等其他連接方式不可比擬的優(yōu)點(diǎn)。遼寧接地線放熱焊接模具在放熱焊接過(guò)程中,,高溫的熱源被用于熔化金屬并形成焊接接頭,。
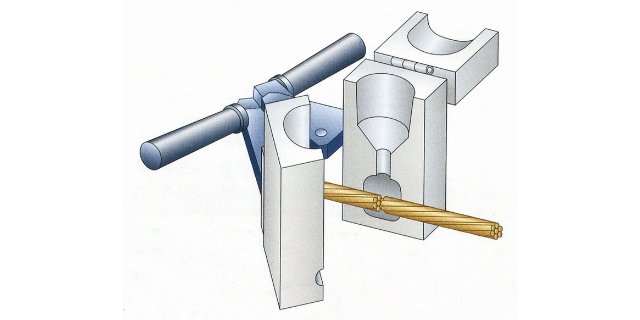
焊接步驟1)每次開(kāi)工前用加熱工具(如烘干箱或噴燈)將模具和被焊接物的焊接處烘干,確保其干燥,,避免焊點(diǎn)內(nèi)部產(chǎn)生氣泡,。2)模具及被焊接物應(yīng)清潔、干燥,。被焊接物表面的塵土,、油脂、氧化物(銹)或其它附著物等必須完全清洗干凈,,使其潔凈光亮后才可進(jìn)行焊接作業(yè),。如果模具內(nèi)遺留的殘?jiān)煌耆逑锤蓛簦瑢⒃斐珊赋杀砻娌黄交?、不光亮?)4)要點(diǎn):①祛除水氣②清潔焊接物③清潔模具(清潔模具,,使用軟毛刷或其他軟性物品)。5)6)3)檢查模具接觸面的密合度,,防止作業(yè)時(shí)銅液從縫隙處滲漏出來(lái),。模夾的緊密度對(duì)熔接的效果有影響,在熔接開(kāi)始之前認(rèn)真檢查模夾,,并作適當(dāng)調(diào)整,。為了防止焊接物移動(dòng)、延長(zhǎng)模具的使用壽命,,可以將模夾裝到模具上,,模具的規(guī)格隨焊點(diǎn)的結(jié)構(gòu)形式而異
火焰焊接是一種常見(jiàn)的放熱焊接方法,它通過(guò)將燃燒氣體與氧氣混合并點(diǎn)燃,,產(chǎn)生高溫火焰來(lái)加熱和融化金屬材料,。火焰焊接廣泛應(yīng)用于鋼鐵,、銅和鋁等金屬的焊接,,可以在多種應(yīng)用中實(shí)現(xiàn)強(qiáng)固的連接。電弧焊接是另一種常見(jiàn)的放熱焊接方法,它利用電弧產(chǎn)生的高溫來(lái)加熱和融化金屬材料,。電弧焊接可以通過(guò)手持焊槍或自動(dòng)焊機(jī)進(jìn)行,,適用于焊接各種金屬材料,如鋼鐵,、不銹鋼和鋁合金等,。激光焊接是一種高精度的放熱焊接方法,它利用激光束將金屬材料加熱至熔點(diǎn),。激光焊接具有高能量密度,、焊縫精細(xì)和熱影響區(qū)小的優(yōu)點(diǎn),適用于對(duì)焊接質(zhì)量要求較高的應(yīng)用,,如微電子,、精密器械和航空航天領(lǐng)域。放熱焊接需要進(jìn)行焊接接頭的檢測(cè)和評(píng)估,,以確保其滿足質(zhì)量標(biāo)準(zhǔn)和要求,。

放熱焊接是一種簡(jiǎn)單、高效率,、高質(zhì)量的金屬連接工藝,,它利用金屬化合物放熱還原反應(yīng)產(chǎn)生的熱量作為熱源,通過(guò)過(guò)熱的(被還原)熔融金屬,直接或間接加熱工作,在特制的石墨模具的型腔中形成一定形狀、尺寸,、符合工程需求的熔焊接頭,。它是利用放熱化學(xué)反應(yīng)產(chǎn)生的高熱來(lái)完成熔接的一種工藝方法。放熱熔焊又稱為:火泥熔接,,火泥熔焊,放熱焊接,,熱化學(xué)熔焊等,。其焊接點(diǎn)是分子結(jié)合,不會(huì)老化,,不易受腐蝕性產(chǎn)物的影響,;焊點(diǎn)載流能力強(qiáng),能經(jīng)受反復(fù)多次的大浪涌電流而不退化,;焊接速度快,,焊接質(zhì)量高,簡(jiǎn)單易學(xué),,易操作,,省時(shí)省工。這些特點(diǎn)都要優(yōu)于普通的傳統(tǒng)焊接方法,。放熱熔焊目前廣泛應(yīng)用于接地網(wǎng)建設(shè),、防雷設(shè)施建設(shè)及重要設(shè)備的焊接。放熱焊接可以應(yīng)用于多種焊接位置和角度,如水平,、垂直和斜向等,。遼寧接地線放熱焊接模具
放熱焊接可以實(shí)現(xiàn)多種材料之間的焊接,如金屬與塑料的焊接,。江西鐵路放熱焊接劑
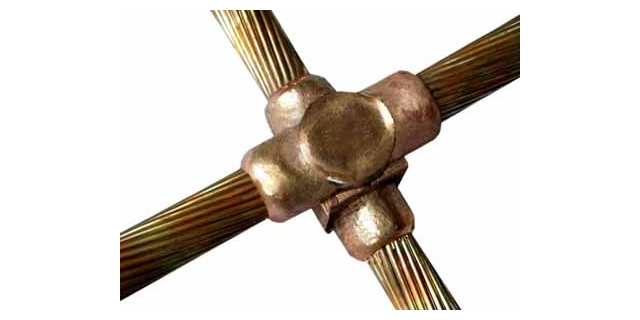
放熱焊接的質(zhì)量檢查1)檢查項(xiàng)目:焊點(diǎn)質(zhì)量的優(yōu)劣可通過(guò)目測(cè)檢查,。檢查項(xiàng)目為焊接物的大小、顏色,、表面光潔度和氣泡等外觀檢查,。大小:焊接范圍導(dǎo)線沒(méi)有大量的暴露,。渣子清洗干凈后,,水平連接的冒口不低于導(dǎo)線的頂端。顏色:接頭正常的顏色是金黃色至青銅色,。表面光潔度:接頭表面應(yīng)該相當(dāng)平滑,,沒(méi)有大塊渣子存在。如果接頭表面有20%的渣子,,或渣子清洗后有導(dǎo)線暴露,,接頭報(bào)廢。氣泡度:接頭表面的有小孔,,其深度一定不能延伸至導(dǎo)線的中心,。2)質(zhì)量標(biāo)準(zhǔn):良好:牢固的焊接,只有極小的表面上的不完美,。不合格:表面上大量的殘?jiān)怯捎诤阜蹚臎](méi)有放好的托片側(cè)泄漏或缺乏托片引起的,。在進(jìn)行下一步連接前檢查模具反應(yīng)腔的情況并核查托片的位置。容許:焊接頭低于正常情況,,但仍足以夠用,。不合格:焊接物和(或)模具中過(guò)多的水分,電纜和模具必須烘干,。注意事項(xiàng)1)每一包焊粉對(duì)應(yīng)焊接一個(gè)焊點(diǎn),、焊粉牌號(hào)需與模具銘牌上注明的焊粉用量一致,使用前需仔細(xì)對(duì)照確認(rèn),。2)焊粉的計(jì)量單位以克(gram)計(jì),,焊粉的牌號(hào)標(biāo)示其劑量克數(shù),因此如果現(xiàn)有的焊粉牌號(hào)與模具標(biāo)志的劑量不匹配時(shí)可視實(shí)際情況增減,。3)焊粉出廠時(shí)對(duì)于其防潮已采取多層保護(hù),,但建議仍需妥善保管避免受潮。江西鐵路放熱焊接劑